
Revolutionize Your Industry with Screw Conveyors: A Comprehensive Guide
Introduction
Welcome to the comprehensive guide that will revolutionize your industry by exploring the potential of screw conveyors. In this in-depth article, we will delve into the world of screw conveyors, uncovering their wide range of applications, benefits, and ability to optimize your operations. Whether you belong to manufacturing, agriculture, or any other industry requiring efficient material handling, screw conveyors are the solution you’ve been searching for.

Unraveling Screw Conveyors
Understanding Screw Conveyors
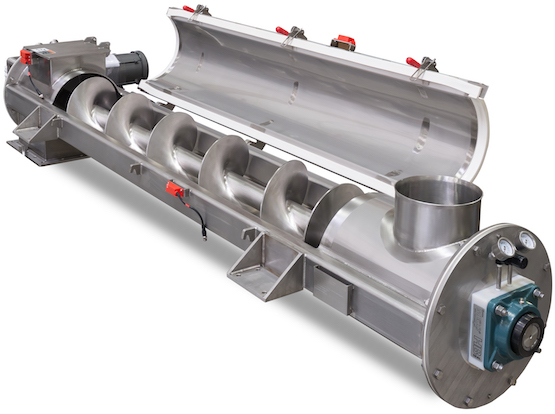
Screw conveyors are versatile mechanical devices employed to transport bulk materials from one location to another. They comprise a rotating helical screw blade, referred to as an auger, which operates within a tube or trough. As the screw rotates, it creates a continuous flow, propelling materials along the conveyor and facilitating their transfer.
Applications of Screw Conveyors
Screw conveyors find extensive applications across a wide array of industries. They are commonly utilized in manufacturing, agriculture, mining, food processing, and more. Let’s delve into the details of some of these applications:
- Manufacturing: Screw conveyors play a vital role in transporting raw materials, finished products, and waste materials within manufacturing facilities. They enable efficient assembly line operations, minimizing downtime. From automotive to electronics manufacturing, screw conveyors streamline production processes.
- Agriculture: In the agricultural sector, screw conveyors are employed for tasks such as grain handling, feed processing, and fertilizer distribution. They simplify the movement of crops, seeds, and other agricultural products, enhancing efficiency and reducing manual labor.
- Mining: Screw conveyors are critical in the mining industry, facilitating the extraction and transportation of minerals, ores, and excavated materials. They ensure smooth and reliable material flow in mining operations, resulting in increased productivity and operational efficiency.
- Food Processing: The food processing industry extensively utilizes screw conveyors for tasks like mixing, blending, packaging, and more. They ensure the hygienic and efficient transfer of ingredients and finished products, adhering to stringent quality and safety standards.
- Construction: Screw conveyors are also integral to the construction industry for handling bulk materials such as cement, sand, gravel, and concrete. They simplify material transport on construction sites, improving productivity and reducing manual labor.
Benefits Offered by Screw Conveyors
Screw conveyors provide numerous benefits that make them the preferred choice for material handling across industries. Let’s explore some of these advantages in detail:
- Versatility: Screw conveyors can handle a wide variety of materials, including powders, granules, flakes, and sticky substances. They can be customized to suit specific material characteristics and processing requirements. This versatility ensures that screw conveyors can adapt to various industries and applications.
- Efficiency: With their continuous flow design, screw conveyors provide a smooth and consistent movement of materials, reducing the chances of clogs or blockages. This promotes efficient operations and increased productivity. By optimizing material flow, screw conveyors minimize production bottlenecks and improve overall workflow efficiency.
- Space-saving: Screw conveyors are compact and occupy minimal floor space. They can be installed in tight spaces or integrated into existing production lines without significant modifications. This space-saving feature is particularly beneficial for industries with limited space availability, enabling efficient material handling within confined areas.
- Gentle Handling: The gentle, non-turbulent conveying action of screw conveyors ensures minimal degradation or damage to the materials being transported. This is particularly important for fragile or delicate substances, where maintaining product integrity is crucial. Screw conveyors provide gentle handling, reducing product waste and ensuring consistent quality.
- Cost-effectiveness: Screw conveyors are cost-effective solutions for material handling. They require low maintenance, have minimal energy consumption, and offer long-term durability, resulting in reduced operational costs. By optimizing material transfer and minimizing manual labor, screw conveyors contribute to overall cost savings for businesses.
Choosing the Ideal Screw Conveyor
Selecting the appropriate screw conveyor for your industry necessitates careful consideration of various factors. Let’s explore these factors in detail:
- Material Characteristics: Understanding the physical properties of your materials is essential for choosing the right screw conveyor. Factors such as particle size, bulk density, moisture content, and flow behavior influence the design and specifications of the screw conveyor. Conduct a thorough analysis of your materials to ensure optimal performance.
- Capacity Requirements: Evaluate the desired throughput and the required conveying rate to determine the capacity of the screw conveyor. Consider factors such as peak production periods, future expansion plans, and variations in material characteristics to ensure the selected screw conveyor can handle the volume of material efficiently.
- Operating Environment: Take into account the operating conditions in which the screw conveyor will operate. Factors such as temperature, humidity, and the presence of corrosive or abrasive substances can impact the choice of materials for the screw conveyor’s construction. Select materials that offer resistance to these environmental conditions to ensure long-term reliability.
- Layout and Integration: Assess the available space and layout constraints within your facility. Customizable screw conveyors can be tailored to fit specific spatial requirements and seamlessly integrate into your workflow. Consider the overall plant layout, existing equipment, and future expansion plans when selecting a screw conveyor design.
- Safety Considerations: Prioritize safety when choosing a screw conveyor. Ensure that the selected conveyor meets all necessary safety standards and regulations. Consider features such as guarding, emergency stop buttons, and safety interlocks to prevent accidents and protect your workers.
Installation and Maintenance Best Practices
Proper installation and regular maintenance are crucial for maximizing the performance and longevity of your screw conveyor. Follow these best practices:
- Professional Installation: Engage experienced technicians or consult the manufacturer’s guidelines to ensure accurate installation. Proper alignment, tensioning, and calibration of the screw conveyor components are vital for its smooth operation. This minimizes the risk of operational issues and ensures safety compliance.
- Routine Inspection: Regularly inspect the conveyor system to identify any signs of wear, damage, or misalignment. Pay attention to components such as the drive assembly, bearings, seals, and motor. Promptly address any issues to prevent unexpected breakdowns and maintain optimal performance.
- Lubrication and Cleaning: Follow the manufacturer’s recommendations for lubricating the moving parts of the screw conveyor. Regularly lubricate the bearings, gears, and other rotating components to minimize friction and ensure smooth operation. Additionally, clean the conveyor system regularly to prevent the buildup of debris or contaminants that can affect performance.
- Training and Education: Provide adequate training to your staff on operating the screw conveyor safely and efficiently. Educate them about the potential hazards and necessary precautions to minimize accidents. Regularly train employees on proper maintenance procedures, including lubrication, inspection, and cleaning, to ensure the longevity of the equipment.
- Documentation and Record-Keeping: Maintain comprehensive documentation of the installation, maintenance, and repairs of your screw conveyor system. Keep records of inspections, maintenance schedules, and any modifications made to the system. This documentation helps track the conveyor’s performance, identifies recurring issues, and informs future maintenance requirements.
Conclusion
In conclusion, screw conveyors offer versatile, efficient, and cost-effective solutions for material handling across various industries. By incorporating screw conveyors into your operations, you can streamline processes, enhance productivity, and revolutionize your industry. Whether you belong to manufacturing, agriculture, mining, or food processing, screw conveyors provide numerous benefits, including versatility, efficiency, space-saving design, gentle handling, and cost-effectiveness.
Remember to consider the specific requirements of your industry and choose the screw conveyor that best suits your needs. Evaluate factors such as material characteristics, capacity requirements, operating environment, layout, integration, and safety considerations. With proper installation, routine maintenance, and staff training, screw conveyors will optimize your operations for years to come.
Copyright 2023, Air Dynamics , All Rights Reserved | Design & Developed By Eonlogic
Leave A Reply